To get useful levels of sound energy into a material, the air between the transducer and the test article must be removed. This is referred to as coupling.
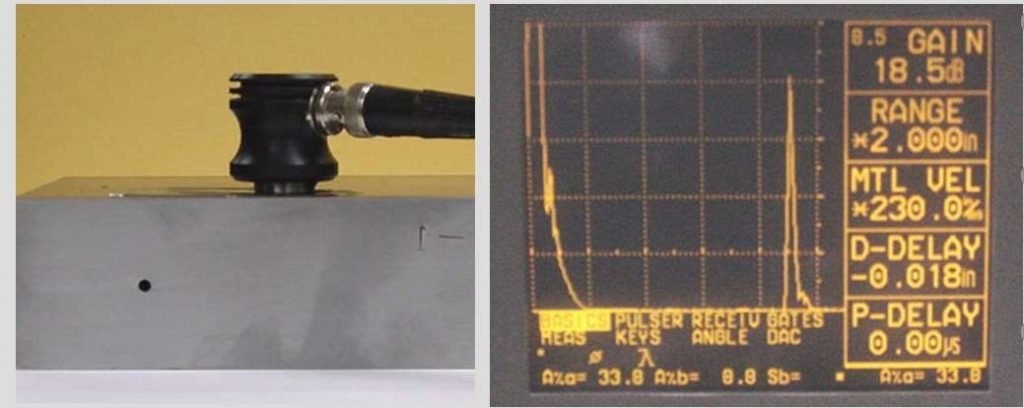
In contact testing (shown on the previous slides) a couplant such as water, oil or a gel is applied between the transducer and the part.
In immersion testing, the part and the transducer are place in a water bath.
This arrangement allows better movement of the transducer while maintaining consistent coupling.
With immersion testing, an echo from the front surface of the part is seen in the signal but otherwise signal interpretation is the same for the two techniques.